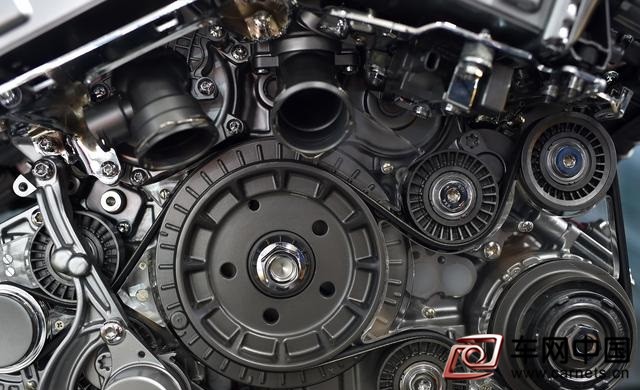
1.發(fā)動機(jī)磨合的必要性
發(fā)動機(jī)修理時對零件進(jìn)行了更換或修復(fù),雖然這些零件都有較高的加工和裝配精度,但是零件表面仍然有微小的不平和形狀誤差。各配合件的實際接觸面積小,如果發(fā)動機(jī)裝配后立即投人使用,單位面積上的壓力很大,在零件的接觸面上將產(chǎn)生劇烈的磨損和高溫,甚全產(chǎn)生粘著磨損,導(dǎo)致零件接觸面燒傷或拉缸等事故。因此,發(fā)動機(jī)經(jīng)大修裝復(fù)后必須進(jìn)行磨合通過磨合提高零件摩擦表面的質(zhì)量、耐磨性、疲勞強(qiáng)度和抗腐蝕性能,使零件摩擦表面做好承受負(fù)荷的準(zhǔn)備,及時發(fā)現(xiàn)和消除修理和裝配中的一些缺陷,并將各機(jī)構(gòu)的間院,調(diào)整磨合,到最佳狀態(tài),以得到最好的動力性和經(jīng)濟(jì)性。因此,裝配后的發(fā)動機(jī),應(yīng)進(jìn)行磨合和試驗,并最終達(dá)到延長發(fā)動機(jī)使用壽命的目的。
2形成適應(yīng)工作條件的配合性質(zhì)。(1)擴(kuò)大配合表面的實際接觸面積。新零件和經(jīng)過修理的零件,由于表面微觀粗糙和各種誤差,裝配后配合副的實際接觸面積較小,微觀接觸面在高應(yīng)力、高摩擦熱作用下就容易產(chǎn)生塑性變形和粘著磨損,引起膠粘等破壞性故障。因此,使新零件在特定的磨合規(guī)范下運動,粗糙表面的微觀凸點鑲嵌并產(chǎn)生微觀機(jī)械切削現(xiàn)象,使實際接觸面積不斷擴(kuò)大,在短期內(nèi)形成適應(yīng)正常工作條件的配合表面。
(2) 形成適應(yīng)工作條件的表面粗糙度。零件加工的表面粗糙度與工作條件的要求差距較大。在磨合中才能形成適應(yīng)工作條件的表面粗糙度。
(3) 改善配合性質(zhì)。由于磨合磨損形成了適應(yīng)工作條件的實際接觸面積和表面粗糙度以及配合間隙,不但顯著地提高了零件綜合抗磨損性能,也減少了其摩擦阻力與摩擦熱,故障率降低,提高了大修發(fā)動機(jī)的可靠性與耐久性。
4提高發(fā)動 機(jī)的可靠性與耐久性
金屬在低于或者近于疲勞極限下。磨合一定的時間“實現(xiàn)次負(fù)荷銀煉”,可以明顯提高金屬零件的抗磨合能力,從而提高機(jī)械的可靠能性與耐久性。發(fā)動機(jī)大修后的磨合包括冷磨合和熱磨合2個階段。
(1)發(fā)動機(jī)冷磨合發(fā)動機(jī)冷路合是指依靠外力帶動發(fā)動機(jī)在一定時間內(nèi)做不同轉(zhuǎn)速運轉(zhuǎn)的過程。通過冷用合可使軍件表面的微小不平得到改善,表面金屬被強(qiáng)化,連漸形成一個道合實際市撒條件的工作表面,有利于延長零件的使用壽命。
(2)發(fā)動機(jī)熱磨合
發(fā)動機(jī)熱磨合是指發(fā)動機(jī)冷磨合后裝上全部附件,重新將發(fā)動機(jī)裝到臺架上,利用自身產(chǎn)生的動力進(jìn)行磨合的過程。發(fā)動機(jī)熱磨合,分為無負(fù)荷熱磨合和有負(fù)荷熱磨合2 個階段進(jìn)行,其目的是全面檢驗各部分的技術(shù)狀況,發(fā)現(xiàn)和排除修理中存在的缺陷,使發(fā)動機(jī)各主要機(jī)件得到進(jìn)一步的磨合。